概要
グループリンク用途
グループリンク制造范围
グループリンク焊锡种类
グループリンク熔融焊锡的难度
グループリンク比较
グループリンク扩散结合状态
グループリンク优点
グループリンク相关页面
グループリンク生产基地
上海特金
特金总部
概要
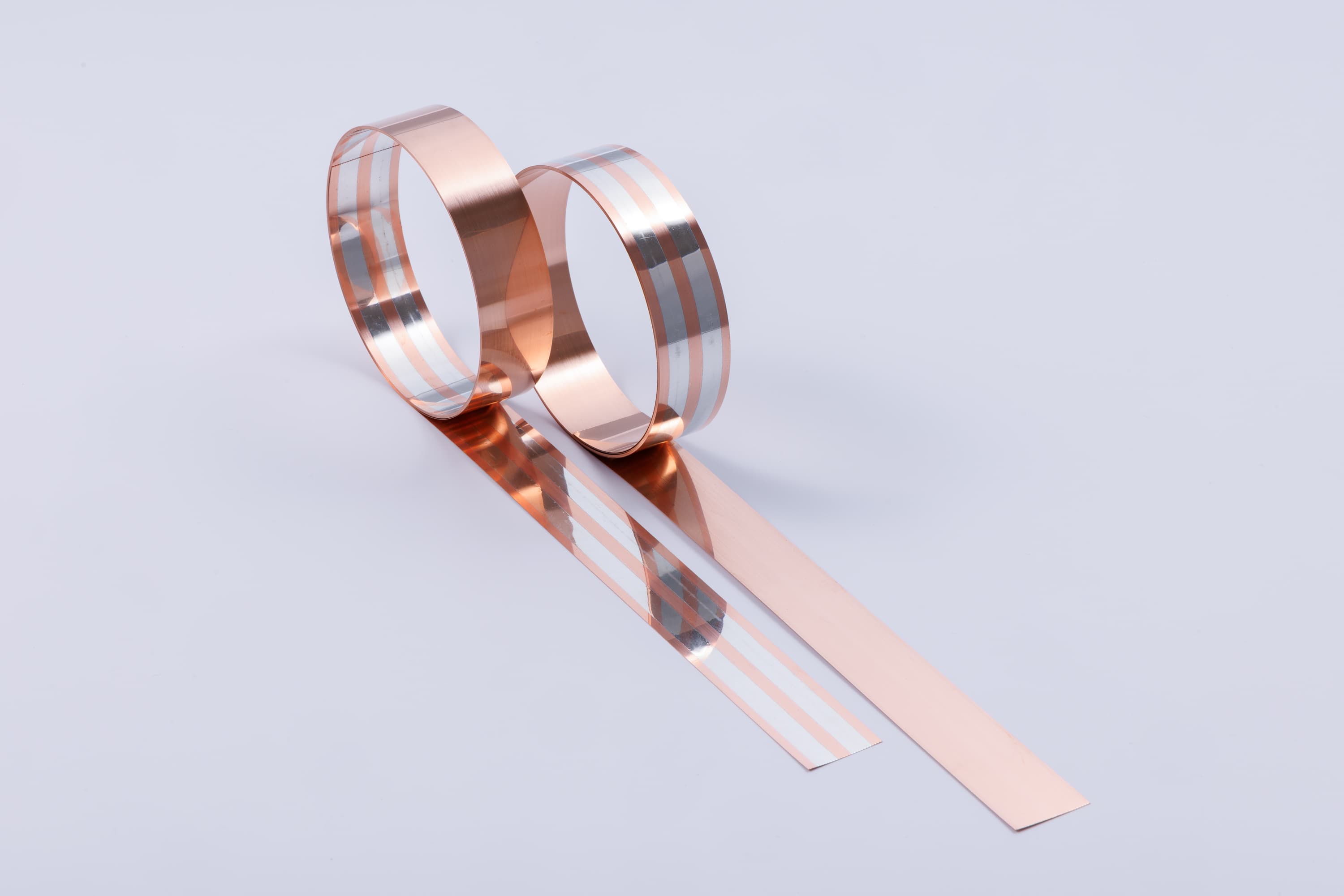
涂层熔融焊锡材指在冲压加工前,将熔化的焊锡薄薄地涂覆在基础材(金属材料表面)上的预镀材料。基础材与焊锡的界面是通过扩散结合以及锡的化学键合获得较强的附着力。涂层熔融焊锡是多半作为预焊料使用,对于操作性和生产效率带来显著效果。我司的焊料(熔融锡镀)具有以下特点。
- 考虑到环保问题,我司用的所有熔融焊料都是无铅焊料的。
- 因为是扩散结合,所以不会剥离。(无需底层处理)
- 由于采用了治具式的制造法,可以以低成本实现条纹状的涂布。
- 可以制造厚的膜层。
- 可以控制线状结晶的产生。
- 可以提供多种多样成分的焊料。
- 在冲压加工时,可以抑制焊渣的产生。
主要用途
SMD电感框架、马达整流子、电阻器、電池端子、各种连接器、保险丝、屏蔽罩、减震器、钽电容器框架
可以提供的制造范围
基础金属及熔融焊锡的制造范围为如下表。

| 基体金属 | 熔化焊料 | |||
|---|---|---|---|---|
| 钢种 | MIN | MAX | MIN | MAX |
| 厚度 | 0.10mm | 0.70mm | 2μm | 15μm |
| 宽度 | 5.0mm | 35mm | 2.5mm | 30mm |
[备注]
- 涂层熔融焊锡之后,需要压延加工时,焊锡膜厚会变薄。
- 我司焊锡的标准宽度公差为±0.50mm。
- 我司的焊锡膜厚为2~15μm。
- 根据基础金属的不同,可制造的范围会有所变化,因此烦请随时跟我们确认。
焊锡种类
下表为我司无铅焊锡的具体实例。
您可以横向滚动查看。
| 种类 | 系统 | 合金成分 [%] | 熔点 [℃] | 密度 [g/mm2] |
|---|---|---|---|---|
| 无铅焊锡 | Sn/Ag系 | Sn96.5-3.5Ag | 221 | 7.4 |
| Sn/Ag/Cu系 | Sn96.5-3Ag-0.5Cu | 217 | 7.5 | |
| Sn/Cu系 | Sn99.3-0.7Cu | 227 | 7.4 | |
| 锡 | Sn | Sn100 | 232 | 7.3 |
[备注]
- 根据使用用途,即便进行了特殊成分调整,也可以进行制造。
- 无铅焊料的特性是根据其种类有所相差。根据助焊剂和对方焊料的种类,其特性也会有所变化,请注意。
- 从6:4焊锡切换时,使用上可能需要一定程度的温度升高。另外,还需要考虑润湿性等因素。
熔融焊锡的难度
(按基底金属分类)
可焊性(润湿性)是根据基础金属有所相差。下表为一般焊接的难易程度,仅供参考。
您可以横向滚动查看。
| 可焊性 | 优良 | 良好 | 通常 | 需要表面处理 |
|---|---|---|---|---|
| 基体金属 | 锡 银 镉 金 钯 | 铜 铅 磷青铜 | 镍 莫奈尔合金 铍青铜 | 不锈钢 镍钴 铝 黄铜 铍青铜 |
我司生产的熔融焊锡涂制法与其他公司生产的焊锡电镀法的性能比较
我司司的熔融焊锡镀和电镀焊锡(其他公司)的特性对比为如下表。
您可以横向滚动查看。
| 熔融焊锡涂制法 (我司) | 焊锡电镀 (其他公司) | |
|---|---|---|
| 紧密结合性 | ◎ 焊锡能够扩散到金属基材中(金属结合), 结合紧密不会剥离,适合各种条件严格情况下 | △ 在弯曲加工等操作中存在剥离和开裂的风险 |
| 冲压加工性 | △ 加工时,焊锡粉分散得比较小 | × 加工时,焊锡粉分散得比较大 |
| 部分条状加工 | △ 由于使用治具,因此成本比较低 | △ 由于必须使用掩蔽胶带,其成本增大 |
| 耐腐蚀性 | 〇 与电气镀锡相同 | – |
| 线状结晶 | 〇 不易发生 | △ 需要防止用回流处理 |
| 熔融焊锡的膜厚 | 〇 2~15μm | △ 最厚5μm为极限 |
| 表面状态 | △ 可以看到焊料的晶体,膜厚不均 | ◎ 表面很好,厚度精度高 |
| 公差 | × 位置精度较低,边界面模糊 | ◎ 精度高 |
熔融焊料与基材金属的扩散结合状态
下图是基体金属与熔融焊料交界处的分析结果。可以看出,基体金属成分(绿色:铜Cu)和熔融焊料成分(红色:锡Sn)发生扩散,形成了合金层。

熔融焊锡材的优点
- 由于是扩散接合,所以不易剥离(无需底层处理)!
通过将液态焊料转移到基础金属上,在边界面形成合金层,从而使其不易剥落。 - 通过治具方式可以廉价地制造条纹!
普通的条纹电镀是在用遮蔽胶带保护后进行电镀处理的,但采用我司的夹具方式,则无需产生遮蔽胶带的工序费用。 - 不易发生线状结晶
引起线状结晶(Whisker)生成的因素之一是针孔。而我们进行的是熔融焊料转印,因此没有针孔,可以抑制线状结晶的生成。 - 可提供多种多样的焊料成分!
作为代表性的焊料成分,有SnAgCu和SnCu,但与电气焊镀不同,我们也可以根据客户的要求提供成分。 - 冲压加工时,焊渣产生量少!
如果对附着性较弱的电镀焊锡进行冲压加工,会产生剥离的焊锡残渣,在某些情况下需要调整集粉机的设置。但如果使用我司的熔融焊锡材的话,发生频率会显著降低。